
Material Handling Equipment (MHE): Definition, Types, and Strategic Use in Industry
± 10 min read
by Hamog Team of Authors
Blog / Material Handling Equipment (MHE): Definition, Types, and Strategic Use in Industry
In today’s fast-paced industrial landscape, efficiency and productivity are the benchmarks of operational success, especially in sectors like manufacturing, logistics, construction, and warehousing. This is where Material Handling Equipment (MHE) plays a critical role.
Material Handling Equipment (MHE) refers to mechanical tools and systems used to move, store, control, and protect materials throughout manufacturing, distribution, consumption, and disposal processes. In logistics and construction, these tools form the backbone of an efficient supply chain.
When selected and utilized correctly, MHE can drastically reduce downtime, improve safety, increase productivity, and streamline the flow of goods across operational lines.
Table of Content
Categories and Types of Material Handling Equipment (MHE)
Principles of Material Handling Equipment
Benefits of Using Material Handling Equipment
The Correct Material Handling Equipment is a Key to a Seamless Supply Chain
Key Factors in Selecting the Right Material Handling Equipment
Where Do Procurement Teams Buy Reliable Material Handling Equipment?
Why Hamog Is the Ideal Contractor for Your Material Handling System
Strategies to Maximize Your Material Handling Equipment Investment
Material Handling as a Long-Term Investment
Categories and Types of Material Handling Equipment (MHE)
Material Handling Equipment can be classified into six primary categories based on their functions. Understanding these categories helps industries design a tailored and efficient material handling system.
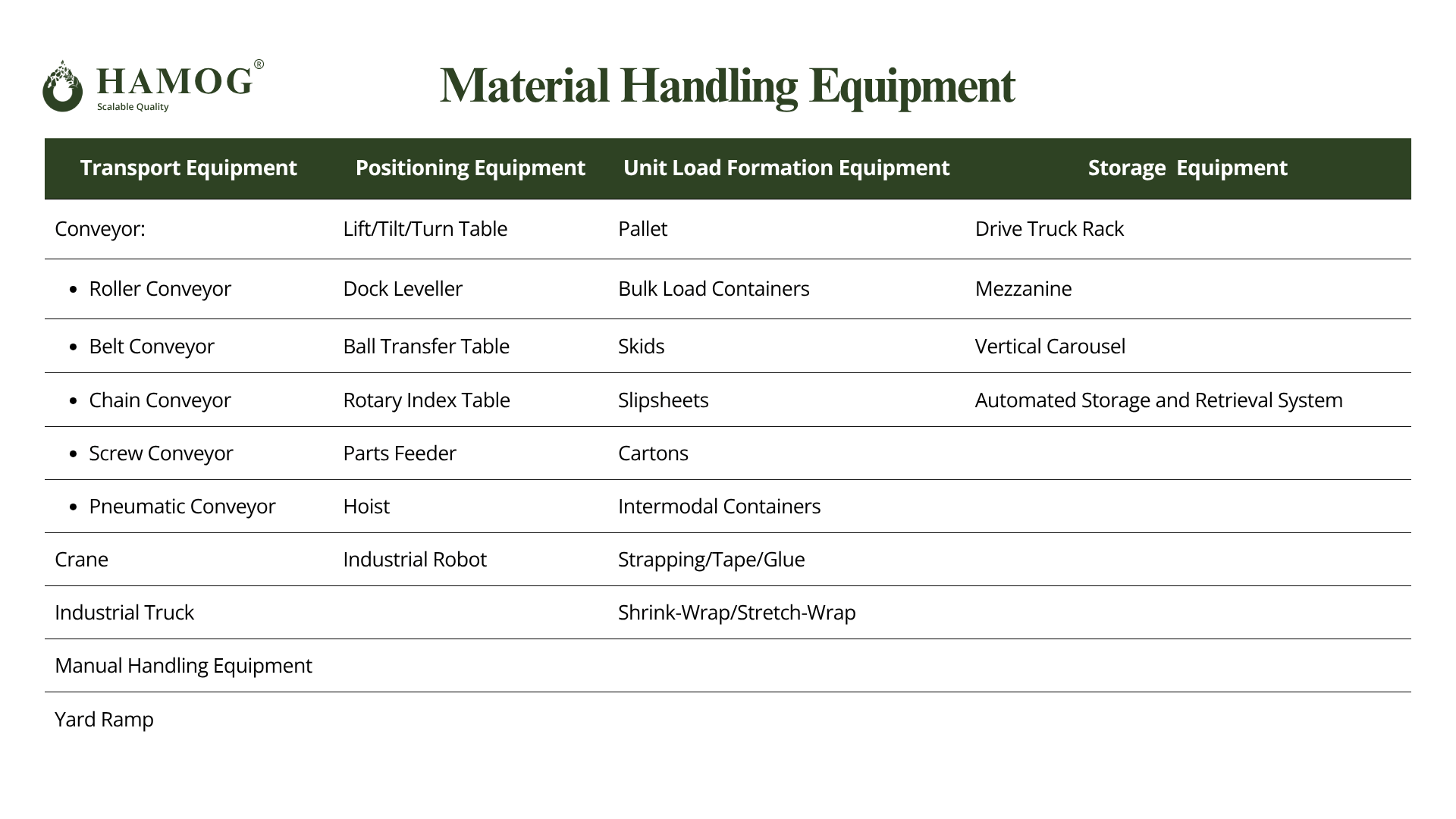
1. Transport Equipment
Transport Equipment are used to move materials from point A to point B across facilities.
Conveyor

Conveyors are used when materials need to be frequently moved between fixed points along a set path with high flow volumes. This system is a key solution in industries such as mining, manufacturing, and logistics due to its ability to transport materials continuously and automatically.
The most common types of conveyors include belt conveyors, roller conveyors, chain conveyors, screw conveyors, and pneumatic conveyors. The selection of conveyor type depends on material characteristics, load capacity, and facility layout. For example, bulk belt conveyors are ideal for granular materials like coal, while roller conveyors are typically used for unit loads in production lines.
Key criteria in determining a conveyor system include:
- Type of product: Unit load (items such as boxes or packages) vs. bulk load (materials like sand, ore, or coal)
- Installation location: In-floor, on-floor, or overhead
- Accumulation capability: Whether the system allows materials to accumulate automatically during temporary stop.
One example of conveyor application in industry is the use of belt conveyors. In mining, belt conveyors are used to continuously transport coal or minerals from the extraction point to the processing or storage area. Manufacturing plants also utilize PVC belt conveyors and various types of roller conveyors to support continuous production processes. The use of conveyors helps improve efficiency, speed, and consistency across the production line.
Belt Conveyor Services by Hamog
PT Hamog offers integrated services for Belt Conveyor systems.
From initial planning and technical design to procurement and construction, we are ready to help you develop an efficient belt conveyor system tailored to your industry needs.
🔹 Belt conveyor design and engineering
🔹 Capacity Estimation & Technical Specifications
🔹 Component Procurement & Construction
🔹 Conveyor Assessment & Maintenance Services
Industrial Truck
Industrial trucks are a type of material handling equipment designed for flexible goods movement in industrial areas. Unlike conveyor systems, which are ideal for fixed routes, industrial trucks are better suited for variable paths and intermittent material flow—making them a more economical choice in such conditions.
Key Characteristics of Industrial Trucks:
- Non-public Road Operation
Industrial trucks are not licensed for public road use. Their operation is limited to internal areas such as warehouses, factories, ports, or container terminals.
- Flexible and Adaptive
Ideal for facilities that require goods transport across multiple points without fixed routes, such as multipoint warehousing, logistics terminals, and open storage zones.
- Efficiency for Variable Operations
Best suited for operations that don’t require continuous flow like conveyors, yet still demand speed and efficiency in load transport.
Crane

Cranes are a vital component in material handling systems, specifically designed to lift and transport heavy loads both vertically and horizontally—especially in areas with limited maneuvering space. Cranes are ideal for handling loads that cannot be managed by industrial trucks or conventional conveyor systems.
Typical Use Conditions of Crane:
- Variable or non-fixed transport paths
- Material flow volume is insufficient to justify conveyor installation
- Loads are too heavy for industrial trucks to handle
- Limited space requiring precise maneuvering—such as in vertical construction sites or narrow docks.
Common Crane Examples: Stacker Reclaimer, Side Loader, Forklift, Truck crane, Crawler crane, Container crane, Tower crane, Hoist crane, Jip Crane
Manual Handling Equipment
This category includes tools used for handling light loads or operating in tight spaces where larger equipment would be inefficient. Despite their simplicity, these tools play a critical role in material handling systems by enhancing operational flexibility and day-to-day efficiency.
Common Equipment Examples: Hand Pallet, Trolley, Sack Trucks
2. Positioning Equipment
Positioning Equipment refers to a category of material handling tools designed to precisely place or align materials during handling, assembly, processing, or storage. This equipment plays a crucial role in improving work accuracy, final product quality, and ergonomic efficiency in the workplace.
Key Benefits of Positioning Equipment:
- Enhances accuracy and product quality
- Reduces worker fatigue and risk of injury
- Prevents material damage due to human error
Example Application of Positioning Equipment:
In the automotive industry, positioning robots are used to install components, like car doors with millimeter-level precision. This ensures each part is assembled accurately and consistently, increasing production efficiency while guaranteeing product quality and safety.
3. Unit Load Formation Equipment
In modern material handling systems, Unit Load Formation Equipment consolidates multiple items into a single unit load. This concept streamlines transport, storage, and loading/unloading processes, making them more efficient, standardized, and secure.
What is a Unit Load?
A unit load is a collection of individual items or packages combined into a single load to be moved as one using equipment like forklifts, pallet jacks, or automated guided vehicles (AGV).
Examples of Unit Load Devices:
- Pallet: Flat platforms made from wood, plastic, or metal.
- Skid: Like pallets, but without bottom decking.
- Slipsheets: Thin sheets as pallet alternatives, space-saving and cost-effective.
- Bin, Karton, Peti Kontainer: Stackable large containers.
- Shrink-Wrap dan Stretch-Wrap: Plastic films securing items to pallets.
Advantages of Unit Load Formation:
- Handling Efficiency
- Fewer trips and labor required.
- Faster Loading/Unloading.
- Reduced Product Damage
- More stable loads.
- Cost Savings
- Lower labor and logistics costs.
- Standardization
- Integrates better with automation.
- Workplace Safety
- Reduces risk from repetitive manual handling.
Challenges:
- Extra Time Needed for assembly/disassembly of unit loads.
- Return Logistics Reusable items like metal pallets require efficient return systems.
- Dimensional Fit Standardization Some products sometimes require custom load configurations.
Industry Applications:
- Retail & FMCG Mass palletization of goods for store delivery.
- Automotive Manufacturing Parts shipped in dedicated bins to assembly lines.
- E-commerce Fulfillment Center Goods grouped by delivery zones in large cartons.
4. Storage Equipment
Storage Equipment is essential in material handling systems to systematically store raw materials, work-in-progress, or finished goods for defined periods. Proper storage systems save space, accelerate item retrieval, and improve overall warehouse efficiency.
Examples of Storage Equipment:
- Drive-in rack
- Mezzanine
- Automated Storage and Retrieval System (ASRS)
- Vertical carousel
Industrial Use Cases:
- Pharmaceutical Warehouses: Use vertical carousels for batch and expiry-controlled storage.
- Automotive Plants: Employ drive-in racks to store large volumes of spare parts.
- E-commerce Fulfillment Centers: Depend on ASRS for rapid and accurate inventory handling
Benefits of Storage Equipment:
- Maximizes storage capacity without facility expansion
- Improves picking and packing speed
- Minimizes product damage and workplace accidents
- Integrates with Warehouse Management Systems (WMS) for better tracking and control
Principles of Material Handling Equipment (MHE)
To optimize material handling equipment selection and use, the following principles should be considered:
- PlanningOperations must be planned with movement, time, quantity, and space in mind.
- Standardization Tools, systems, and labor must be standardized to ensure integration and efficiency.
- Work Simplification Equipment should be easy to operate and meet required service levels.
- Ergonomics Ensure operator comfort and safety during operation.
- Unit Load Equipment must handle materials in appropriate load sizes.
- Space Utilization Maximize use of available storage and operational space.\
- System Integration Equipment should integrate with broader logistics systems, from receiving to dispatch.
- Automation Apply partial or full automation to improve responsiveness, efficiency, and safety.
- Environmental Considerations Favor energy-efficient and eco-friendly equipment and materials.
- Life Cycle Cost Analysis Focus on total cost of ownership, not just upfront cost.
Benefits of Using Material Handling Equipment
- Operational Efficiency Speeds up product movement and production cycles.
- Labor Cost Reduction Automation reduces manual workforce needs
- Workplace Safety Minimizes injuries from manual lifting
- Compatibility with Automation Seamless integration with WMS, AGV, and ASRS systems
- Better Inventory Management Enables accurate tracking and documentation of item movement
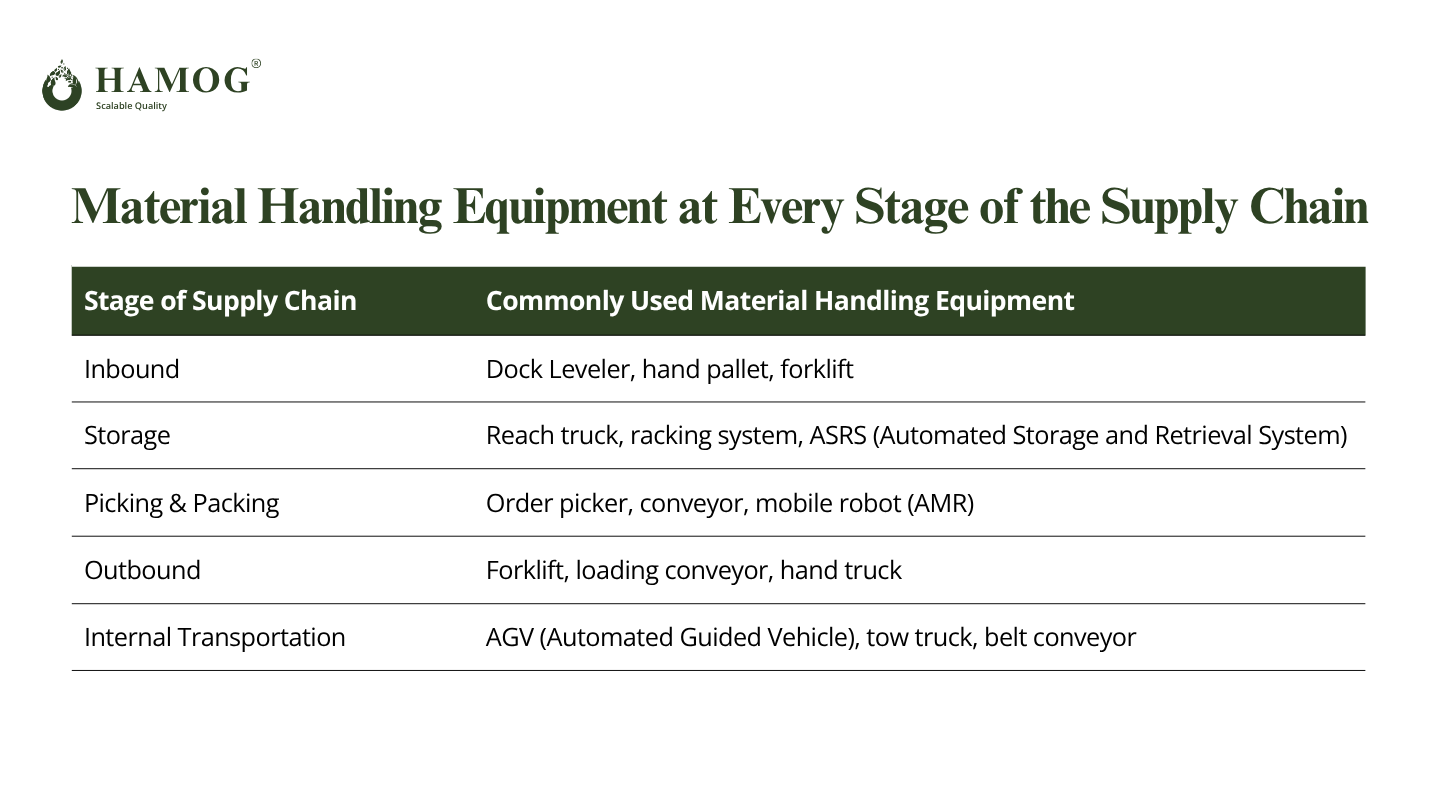
The Correct Material Handling Equipment is a Key to a Seamless Supply Chain
In today’s industrial and logistics landscape, Material Handling Equipment (MHE) plays a vital role in optimizing productivity, ensuring safety, and maintaining consistent flow across supply chains. From warehouses and ports to factories and construction sites, the right selection of Material Handling Equipment such as conveyors, cranes, and industrial trucks—can dramatically enhance operational efficiency, reduce downtime, and lower overall costs. Understanding the types, functions, and strategic applications of MHE is essential for project owners, engineers, and procurement teams seeking to maximize return on investment and streamline material flow from source to end use.
Key Factors in Selecting the Right Material Handling Equipment
1. Type and Characteristics of Material
To ensure optimal Material Handling Equipment system design, a deep understanding of the material being handled is essential. Information such as material type, particle size, particle distribution and shape, angle of repose, and the origin and condition of the material (e.g., mined, crushed, screened, washed, dried, etc.) must be thoroughly assessed. Is the material in pallet form, bulk, or fragile? This determines whether a hand pallet truck, forklift, or conveyor is needed. These details form the basis for selecting the appropriate handling method and designing a system that is safe, efficient, and sustainable.
2. Volume and Frequency of Transfer
The volume and frequency of material movement impact efficiency and dictate the type of Material Handling Equipment to be used. For continuous, high-volume operations, conveyors are more efficient as they reduce labor needs and cycle time. High throughput demands high-capacity and fast-moving equipment such as reach trucks or automated conveyors. In contrast, for intermittent or variable-path movement, forklifts or reach stackers offer more flexibility and cost-efficiency.
3. Operational Field Conditions
Topography and working environment play a crucial role in Material Handling Equipment selection. Rough or uneven terrain requires equipment with large wheels and special suspension. Indoor environments like cold storage or air-conditioned facilities require different equipment specifications compared to outdoor, rugged areas (e.g., electric vs. diesel, solid vs. pneumatic tires). Outdoor use demands weather-resistant equipment, while indoor setups can accommodate enclosed conveyors—for example, closed belt conveyors used in cement or fertilizer industries to protect from rain.
4. Budget and ROI Calculation
MHE selection must include financial considerations. Beyond purchase price, operational costs, maintenance, spare part availability, and resale value potential must be calculated. ROI (Return on Investment) analysis is essential to ensure that the purchased equipment provides long-term value in both productivity and cost efficiency.
5. Facility Layout and Design
Narrow aisle areas may require specialized tools such as VNA (Very Narrow Aisle) trucks or order pickers capable of operating in tight spaces
6. Transfer Distance and Height
The distinction between horizontal and vertical movement helps determine whether stackers, hoists, or belt conveyors are required.
7. Regulations and Safety Standards
All Material Handling Equipment must comply with occupational safety standards such as HSE, OSHA, and other relevant industrial regulations. Choosing certified equipment minimizes workplace accident risks and simplifies licensing or approval processes.
Where Do Procurement Teams Buy Reliable Material Handling Equipment?
In practice, companies procure MHE from several main sources that are already part of the industrial supply chain. Below are the most common procurement channels:
1. Official Distributors or Local Agents
Many companies purchase Material Handling Equipment from official distributors or local agents representing global brands. The advantages include fast product access, local technical support, and spare parts availability.
2. Industrial Marketplaces and B2B E-commerce
With digital advancement, many businesses now use platforms like Alibaba, Aliexpress, Amazon, Shopee, Tokopedia, and others to procure standard equipment like forklifts or pallets. This approach suits small- to medium-volume purchases.
3. EPC Companies or Industrial Construction Contractors
For complex material handling systems such as bulk conveyors, companies typically appoint EPC (Engineering, Procurement, Construction) contractors like Hamog. The EPC partner is responsible for designing, sourcing, and building systems according to project specifications.
4. Direct Purchase from Manufacturers / OEM (Original Equipment Manufacturer)
For large-volume or custom-spec needs, many major companies prefer to buy directly from OEMs (Original Equipment Manufacturers). This practice is common in mining, port, and large-scale logistics sectors.
However, some key factors must be considered, especially when dealing with foreign OEMs such as those in China—widely known as a production hub for heavy equipment and material handling systems:
- Shipping options (sea or air), including lead times and logistics costs
- Customs procedures and import taxes, which may affect total project cost and timeline
- Availability of local after-sales service and spare parts to ensure long-term operational continuity
Why Hamog Is the Ideal Contractor for Your Material Handling System
As an EPC company, Hamog offers integrated solutions for material handling systems—from feasibility studies (FS) and front-end engineering design (FEED) to detailed engineering design (DED) and the construction of conveyor and storage systems.
Hamog has specialized experience in building conveyor systems, from mining conveyors to factory-grade systems. With solid technical expertise and a commitment to quality, Hamog is ready to be your strategic partner in delivering material handling systems that are efficient, durable, and built for long-term, sustainable performance.
Strategies to Maximize Your Material Handling Equipment Investment
Before buying Material Handling Equipment, use operational data such as throughput, warehouse capacity, daily volume, and product type to determine equipment needs accurately. A data-driven approach prevents underused or mismatched equipment purchases.
Choose Scalable Equipment
Ensure the Material Handling Equipment you select can grow alongside your business. Avoid tools that are only suitable for current conditions but unprepared for growth in the next 2–3 years. Scalable Material Handling Equipment will save future investment costs.
Evaluate ROI and Total Cost of Ownership (TCO)
A low purchase price doesn’t always mean low cost. High operational or maintenance expenses can quickly outweigh savings. Evaluate both ROI and TCO thoroughly. Focus on long-term efficiency rather than short-term price.
Train Operators & Standardize SOPs
No matter how good your equipment is, if operators are untrained, the results of operation may be poor or even dangerous.
Trained operators = longer equipment lifespan + efficient operation + zero accident.
Material Handling as a Long-Term Investment
Choosing the right Material Handling Equipment doesn’t just support daily operations, it strengthens your company’s competitive edge across the entire supply chain. A strategic selection can boost efficiency, cut costs, and enhance overall service quality.
Hamog provides integrated EPC solutions for bulk material handling systems, tailored to the operational needs of modern industries.
"Infrastructure can be built, systems can be designed—but a seamless supply chain begins at the smallest point: with the right Material Handling Equipment."
💡 Upcoming Blog: The Engineer’s Guide to Choosing a Belt Conveyor 💡
Work with us.

Services
Belt Conveyor Engineering Services - FS, FEED, DED
Belt Conveyor Assessment Services / Belt Conveyor Audit
General Contractor - Bulk Material Handling Equipment
General Contractor - Civil
General Contractor - Mechanical Installation
General Engineering - FS, FEED, DED
Our Office
Infiniti Office, Menara Cakrawala, Jl. M.H. Thamrin 12th Floor Unit 05A, Kebon Sirih, Menteng, Jakarta Pusat, 10340 Indonesia
©2025 Hamog — EPCC Company in Indonesia. All rights reserved.